એક્સટ્રુઝન એ એવી પ્રક્રિયા છે કે જેના દ્વારા એલ્યુમિનિયમ બિલેટને ડાઇ દ્વારા ફરજ પાડવામાં આવે છે, જેના પરિણામે ઇચ્છિત ક્રોસ સેક્શન આવે છે,એલ્યુમિનિયમ એક્સટ્રુઝન પ્રક્રિયા એલ્યુમિનિયમને ગરમ કરીને અને તેને ડાઇમાં આકારના ઓપનિંગ દ્વારા હાઇડ્રોલિક રેમ સાથે દબાણ કરીને આકાર આપે છે.એક્સટ્રુડેડ મટીરીયલ લાંબા ટુકડા તરીકે ઉભરી આવે છે જે ડાય ઓપનિંગની સમાન પ્રોફાઇલ સાથે હોય છે.એકવાર બહાર કાઢ્યા પછી, ગરમ એલ્યુમિનિયમ રૂપરેખાને શાંત, ઠંડુ, સીધી અને કાપવી આવશ્યક છે.

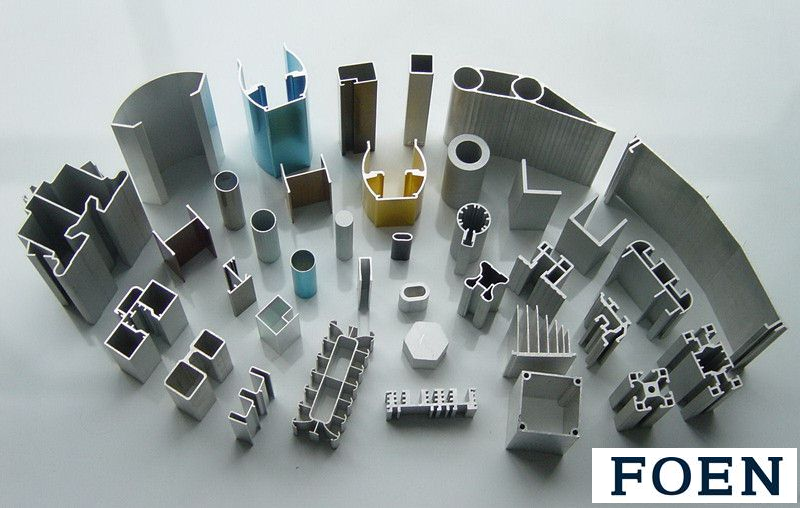
બહાર કાઢવાની પ્રક્રિયાની તુલના ટ્યુબમાંથી ટૂથપેસ્ટને સ્ક્વિઝ કરવા સાથે કરી શકાય છે.ટૂથપેસ્ટનો સતત પ્રવાહ રાઉન્ડ ટીપનો આકાર લે છે, જેમ કે એલ્યુમિનિયમ એક્સટ્રઝન ડાઇનો આકાર લે છે.ટીપ અથવા ડાઇને બદલીને, વિવિધ એક્સટ્રુઝન પ્રોફાઇલ્સ બનાવી શકાય છે.જો તમે ટૂથપેસ્ટ ટ્યુબના ઓપનિંગને સપાટ કરો છો, તો ટૂથપેસ્ટની સપાટ રિબન નીકળશે.એક શક્તિશાળી હાઇડ્રોલિક પ્રેસની મદદથી જે 100 ટનથી 15,000 ટન સુધીના દબાણનો ઉપયોગ કરી શકે છે, એલ્યુમિનિયમને લગભગ કોઈપણ કલ્પી શકાય તેવા આકારમાં બહાર કાઢી શકાય છે .એલ્યુમિનિયમની કુદરતી લાક્ષણિકતાઓ તેને જટિલ, જટિલ આકારોમાં બહાર કાઢવાની મંજૂરી આપે છે, જે એન્જિનિયરો પ્રદાન કરે છે. અમર્યાદિત ડિઝાઇન શક્યતાઓ સાથે ડિઝાઇનર્સ.
બહાર કાઢવાની બે પદ્ધતિઓ છે - પ્રત્યક્ષ અને પરોક્ષ - અને પ્રક્રિયા સામાન્ય રીતે આ પગલાંને અનુસરે છે:
તમે જે આકાર બનાવવા માંગો છો તેના ક્રોસ-સેક્શનમાંથી ડાઇ નાખવામાં આવે છે.
એલ્યુમિનિયમ બીલેટને ભઠ્ઠીમાં આશરે 750 થી 925ºF સુધી ગરમ કરવામાં આવે છે, તે બિંદુ જ્યાં એલ્યુમિનિયમ નરમ ઘન બને છે.
એકવાર ઇચ્છિત તાપમાન પર, ભાગોને એકસાથે ચોંટી ન જાય તે માટે બિલેટ અને રેમ પર સ્મટ અથવા લુબ્રિકન્ટ લાગુ કરવામાં આવે છે, અને બિલેટને સ્ટીલ એક્સટ્રુઝન પ્રેસ કન્ટેનરમાં સ્થાનાંતરિત કરવામાં આવે છે.
રેમ બિલેટ પર દબાણ લાવે છે, તેને કન્ટેનર અને ડાઇ દ્વારા દબાણ કરે છે.નરમ પરંતુ નક્કર ધાતુ ડાઇમાં ઓપનિંગ દ્વારા સ્ક્વિઝ કરવામાં આવે છે અને પ્રેસમાંથી બહાર નીકળી જાય છે.
અન્ય બિલેટ લોડ કરવામાં આવે છે અને પાછલા એક પર વેલ્ડિંગ કરવામાં આવે છે, અને પ્રક્રિયા ચાલુ રહે છે.એક્સ્ટ્રુઝન પ્રેસમાંથી એક ફૂટ પ્રતિ મિનિટ જેટલો ધીમેથી જટિલ આકાર બહાર આવી શકે છે.સરળ આકાર પ્રતિ મિનિટ 200 ફૂટ જેટલી ઝડપથી બહાર આવી શકે છે.
જ્યારે રચાયેલ પ્રોફાઇલ ઇચ્છિત લંબાઈ સુધી પહોંચે છે, ત્યારે તેને કાપવામાં આવે છે અને તેને કૂલિંગ ટેબલ પર સ્થાનાંતરિત કરવામાં આવે છે, જ્યાં તેને હવા, પાણીના સ્પ્રે, પાણીના સ્નાન અથવા ઝાકળથી ઝડપથી ઠંડુ કરવામાં આવે છે.
એલ્યુમિનિયમ એક્સટ્રુઝન ઠંડું થયા પછી, તેને સ્ટ્રેચર પર ખસેડવામાં આવે છે જ્યાં તેને સીધું કરવામાં આવે છે અને તેની કઠિનતા અને શક્તિને સુધારવા અને આંતરિક તાણને મુક્ત કરવા માટે સખત મહેનત કરવામાં આવે છે.
આ તબક્કે, એક્સ્ટ્ર્યુઝનને ઇચ્છિત લંબાઈ સુધી કરવતથી કાપવામાં આવે છે.
એકવાર કાપ્યા પછી, બહાર કાઢેલા ભાગોને ઓરડાના તાપમાને ઠંડુ કરી શકાય છે અથવા વૃદ્ધ ઓવનમાં ખસેડી શકાય છે, જ્યાં ગરમીની સારવાર નિયંત્રિત તાપમાન વાતાવરણમાં વૃદ્ધત્વ પ્રક્રિયાને ઝડપી બનાવે છે.
પર્યાપ્ત વૃદ્ધત્વ પછી, એક્સટ્રુઝન પ્રોફાઇલ્સ સમાપ્ત કરી શકાય છે (પેઇન્ટેડ અથવા એનોડાઇઝ્ડ), ફેબ્રિકેટેડ (કટ, મશીન્ડ, બેન્ટ, વેલ્ડેડ, એસેમ્બલ) અથવા ગ્રાહકને ડિલિવરી માટે તૈયાર કરી શકાય છે.
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રક્રિયા વાસ્તવમાં ધાતુના ગુણધર્મોમાં વધારો કરે છે અને અંતિમ ઉત્પાદનમાં પરિણમે છે જે પહેલા કરતા વધુ મજબૂત અને વધુ સ્થિતિસ્થાપક છે.તે ધાતુની સપાટી પર એલ્યુમિનિયમ ઓક્સાઈડનું પાતળું પડ પણ બનાવે છે, જે તેને હવામાન-પ્રતિરોધક અને આકર્ષક કુદરતી પૂર્ણાહુતિ આપે છે, જ્યાં સુધી અલગ પૂર્ણાહુતિની ઈચ્છા ન હોય ત્યાં સુધી કોઈ વધુ સારવારની જરૂર પડતી નથી.
FOEN એલ્યુમિનિયમ એક્સટ્રુઝન એ એક્સટ્રુડેડ એલ્યુમિનિયમ પ્રોફાઇલનું વિશ્વનું અગ્રણી ઉત્પાદક છે.અમે પરિમાણીય ચોકસાઈ અને શ્રેષ્ઠ સપાટીની ગુણવત્તા સાથે પ્રમાણભૂત અને માલિકીના એલ્યુમિનિયમ એલોયમાં પ્રમાણભૂત પ્રોફાઇલ્સથી જટિલ મલ્ટી-પાર્ટ એલ્યુમિનિયમ એક્સટ્રુઝન સુધીની સૌથી પડકારજનક આવશ્યકતાઓને સંતોષી શકીએ છીએ.

ઉત્પાદન અને પુરવઠા સુવિધાઓનું અમારું રાષ્ટ્રવ્યાપી નેટવર્ક અમને તમામ આકારો, કદ, એલોય અને ટેમ્પર્સનું ઉત્પાદન કરવા સક્ષમ બનાવે છે.FOEN ઓટોમોટિવ, માસ ટ્રાન્ઝિટ, બ્રિજ ડેકિંગ અને સૌર/નવીનીકરણીય ઉર્જા ઉદ્યોગો માટે જરૂરી એક્સટ્રુડેડ એલ્યુમિનિયમ ઉત્પાદનો તેમજ બિલ્ડિંગ અને કન્સ્ટ્રક્શન માર્કેટ માટે ગ્રીન એપ્લિકેશન્સ માટે સંપૂર્ણ ઉકેલો પ્રદાન કરે છે.
પોસ્ટ સમય: એપ્રિલ-24-2022